
Das von ponticon entwickelte Dynamic Material Deposition Verfahren macht es möglich, metallische Werkstoffe in nahezu beliebiger Kombination auf metallische oder keramische Bauteile aufzutragen. Im Gegensatz zum traditionellen Laser-Auftragschweißen wird das metallische Pulver in einem Laserstrahl bereits geschmolzen, bevor es Schicht für Schicht auf die Oberfläche des Substrates trifft.
Performante Bauteile in kurzer Zeit fertigen
In der Additiven Fertigung ermöglicht DMD die Verarbeitung einer großen Vielfalt von Materialien mit einer außergewöhnlich hohen Auftragrate. Das Ergebnis sind performante Bauteile, die mit hoher Präzision in kurzer Zeit gefertigt werden. Dank der großen Flexibilität bei der Kombination verschiedener Werkstoffe erhalten Bauteile exakt die Eigenschaften, die die jeweilige Anwendung erfordert.
Hochbeständige Beschichtungen auf nahezu beliebig geformten Oberflächen
Das Verfahren eignet sich auch dazu, unterschiedlichste Legierungen und Elemente stoffschlüssig auf metallische Bauteile aufzutragen. Die so entstehenden Beschichtungen sind äußerst fest mit dem Trägermaterial verbunden und erfüllen höchste Anforderungen an Verschleißfestigkeit sowie an Korrosions- und Temperaturbeständigkeit.
Wieder fit für extreme Beanspruchung
Beim gezielten Reparieren von Bauteilen, an denen Metall ausgebrochen oder flächig verschlissen ist, erfassen Sensoren zuerst die Ist-Geometrie. Mit diesen Daten plant die CAM-Software die Bahn für den Reparaturprozess, bei dem Düse und Werkstück präzise zueinander ausgerichtet sind. Anschließend wird das neue, an die Eigenschaften des Werkstückes angepasste Material aufgetragen. Dabei ist der Wärmeeintrag minimal, die Materialeigenschaften des Bauteils bleiben unverändert.
Die auf der Messe vorgestellte Anlage wird ponticon an das wbk Institut für Produktionstechnik am Karlsruher Institut für Technologie (KIT) liefern. Schwerpunkt ist dort das Remanufacturing: das Aufarbeiten hochbeanspruchter, hochwertiger Komponenten, etwa aus dem Turbomaschinenbau oder den Erneuerbaren Energien. Die vollständig automatisierte Fertigungszelle besteht aus einem fünfachsigen pE3D-System mit umfassender Sensorik, einem Dreh-Fräszentrum und einem Handling-Roboter.
Dr.-Ing. Tobias Stittgen, Geschäftsführer der ponticon GmbH, sieht das System bereit für den Einsatz in der industriellen Serienfertigung: „Unsere pE3D-Maschinen haben ihre Feuerprobe an mehreren renommierten Forschungseinrichtungen in vielfältigen industrienahen Projekten bestanden. Erste Maschinen für Anwendungen in der Industrie werden 2023 in Betrieb gehen.“
ponticon auf der Formnext 2022:
Messe Frankfurt, 15. – 18. 11. 2022
Halle 12.0, Stand D39
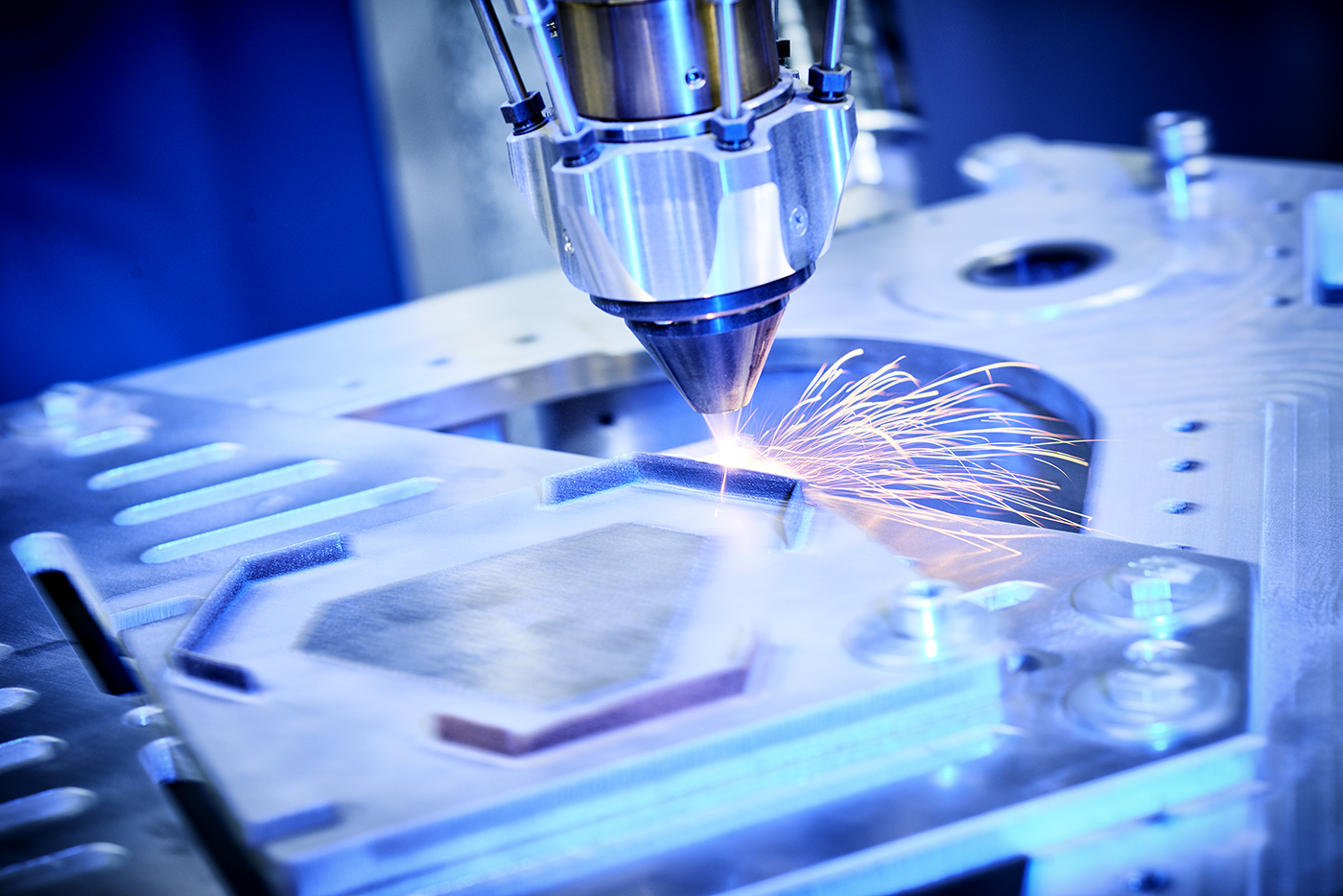
Hintergrund: Der DMD Prozess
Das Licht eines Lasers mit mehreren kW Leistung tritt aus einem Bearbeitungskopf mit integrierter Pulverdüse aus, der die Strahlen wenige Millimeter über der Oberfläche fokussiert. Das metallische Pulver wird dem Laserstrahl durch eine eigens für den DMD-Prozess ausgelegte Düse zugeführt. Sie macht es möglich, unterschiedliche Legierungsbestandteile in nahezu beliebigen Kombinationen zu vermischen: In jedem der bis zu acht Pulverförderer kann sich ein anderes metallisches Element oder eine bereits vorgemischte Legierung befinden. Das Verfahren eignet sich damit besonders gut für die systematische Erprobung der Eigenschaften von anwendungsspezifischen AM-Legierungen. So erfreuen sich etwa Hochentropie-Legierungen in der Werkstofftechnik großer Beliebtheit, da grundsätzlich alle vorstellbaren Materialeigenschaften mit ihnen verwirklicht werden können.
Um hohe Geschwindigkeiten zwischen Bearbeitungskopf und Werkstück zu erreichen, werden Laseroptik und Werkstückträger mittels einer hochdynamischen Tripod-Kinematik relativ zueinander bewegt. Die speziell für den Prozess entwickelte Stabkinematik ermöglicht es, hohe Beschleunigungen und Prozessgeschwindigkeiten zu erzielen und das Material dennoch mit hoher Präzision aufzutragen.
Durch gezielte Anpassung von Variablen wie Laserleistung, Strahldurchmesser, Pulver-Massenstrom oder Geschwindigkeit des Werkstückträgers wird der Prozess präzise geregelt.